【連載記事 第2回】溶接歪みはなぜ起きる?
──製造現場で発生する物理現象の正体
はじめに|歪みを技術的に理解することが、品質向上の第一歩
第1回では、防水性能の鍵が「筐体の平面精度」にある、というお話をしました。今回はその精度を脅かす最大の敵、「溶接歪み」がなぜ発生するのか、そのメカニズムを一緒に見ていきましょう。
「歪み」と聞くと、何かネガティブな響きがありますが、これは金属を溶かす以上、必ず発生する物理現象です。大切なのは、それを恐れるのではなく、「なぜ起きるのか」を正しく理解し、コントロールすることです。それができれば、設計通りの防水性能を実現することは決して難しくありません。
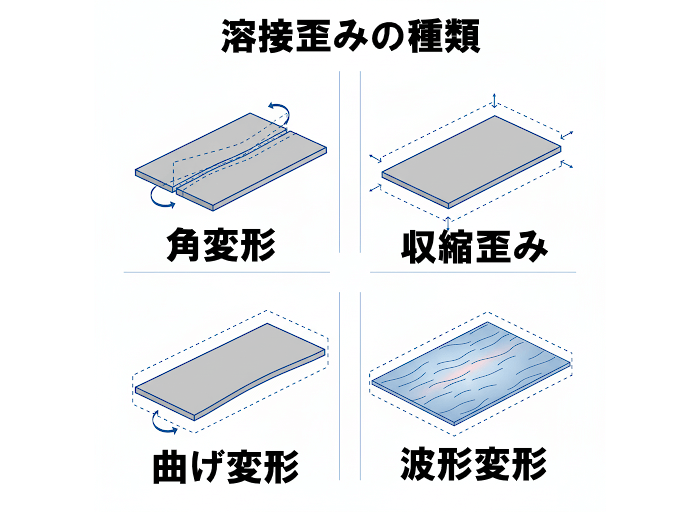
1. 溶接歪みの種類──実は、歪みにも"個性"があるんです
一口に「歪み」と言っても、熱のかかり方や部材の形状によって、いくつかの基本パターンに分かれます。私たちの工場でも、特に注意を払っている代表的なものは以下の通りです。
収縮歪み(縮み)
溶接した部分が冷えて固まる際に縮むことで、部材全体の寸法がわずかに小さくなる現象です。
角変形(かくへんけい)
L字やT字に溶接した際に、溶接線を基点にして板が内側へ"おじぎ"するように曲がってしまう変形です。フランジの平面度に最も影響を与えやすい、厄介な歪みの一つです。
曲げ変形
長い部材を溶接した際に、全体が弓のように反ってしまう変形です。
波形変形(なみがたへんけい)
特に薄い板を溶接した際に、熱の影響で表面が波打つように変形する現象です。
これらの歪みは単独で発生することもあれば、複数組み合わさって複雑な変形を引き起こすこともあります。私たちの工場でも、特に薄板のステンレス筐体で気を遣うのが、この「角変形」と「波形変形」です。
2. 歪みの根本原因──"熱"と"拘束"のアンバランス
なぜこのような歪みが起きてしまうのか。一見複雑に見えますが、原因は大きく分けて2つの物理現象に集約されます。
不均一な加熱と冷却
溶接とは、数千℃の熱で金属を局所的に溶かし、冷やして固める作業です。熱せられた金属は膨張し、冷えるときに収縮します。この「膨張→収縮」の力が、溶接箇所以外の"冷たいままの部分"を引っ張り、変形させてしまうのです。
拘束による応力の発生
製品を組み立てる際、通常は治具(じぐ)と呼ばれる固定具で部材をがっちりと固定します。この「動きたくても動けない」状態で加熱・冷却されると、金属の内部には逃げ場のない力(残留応力)が溜め込まれます。そして、治具から外した瞬間にその力が解放され、部材が大きく変形してしまうのです。
つまり、「どれだけ熱を加えたか(入熱量)」と「どのように固定したか(拘束条件)」。この2つのバランスが、歪みの大きさを決定づけています。
3. 次回へつなぐヒント
避けられない物理現象である「溶接歪み」。では、このわずかな歪みが、どのようにして防水筐体の性能を根底から破壊してしまうのでしょうか。
第3回では、歪みが引き起こす「マイクロギャップ」という現象に焦点を当て、防水性能が破綻する瞬間をさらに詳しく解説します。
第2回まとめ
- 溶接歪みには「収縮」「角変形」など、いくつかの基本パターンがある。
- 根本原因は「不均一な加熱・冷却」と「治具による拘束」という物理現象。
- 歪みの大きさは「入熱量」と「拘束条件」のバランスで決まる。
前回記事
【連載記事 第1回】
見落とされがちな防水筐体の盲点とは?
← 第1回記事を読む
次回予告
【連載記事 第3回】
マイクロギャップが防水性能を破綻させる瞬間
→ 第3回記事を読む
▼ 溶接品質と防水性能に関するご相談はポルックステクノまで
「溶接歪みが原因で防水性能に問題が発生している」「精密な溶接品質が求められる筐体設計について相談したい」など、溶接技術と防水性能に関するお悩みがございましたら、お気軽にご相談ください。
- 溶接歪みを最小限に抑えた筐体設計
- 高精度な溶接技術による防水性能の向上
- 製造工程の最適化によるコスト削減
- 品質管理システムの構築支援
→【技術相談・お見積りはこちら】
※本記事は一般的な技術情報に基づいて構成しています。実際の溶接条件や歪み対策は製品仕様や要件に応じて異なります。

まずはお気軽にお問い合わせください。
製造業も立派なサービス業。
お客様から加工依頼を受けるだけではなく、お客様が抱える問題への本質的な解決につながるヒアリング力とご提案体制でお待ちしております。


